DBHD 3.0.3 Endlager
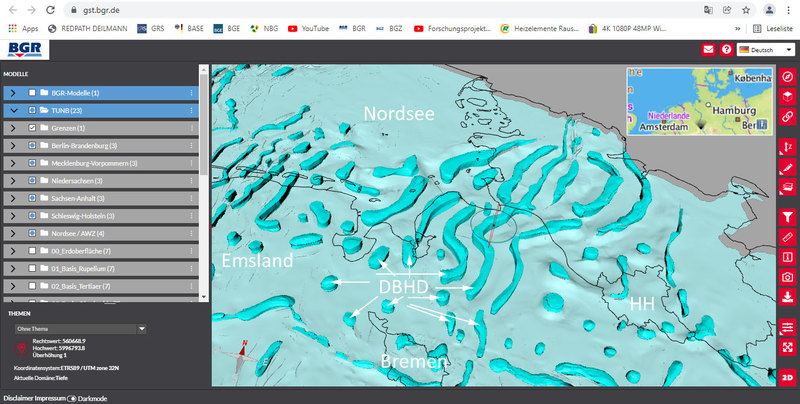
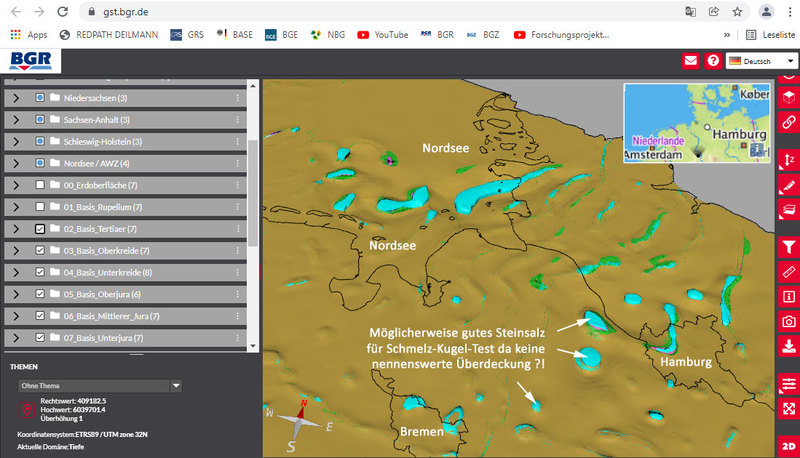
mit Standort-Vorschlag DE Region Bremervörde - bei Beverstedt
mit Standort-Vorschlag US - an der Südküste bei Golf von Mexiko
PDF-Dokument [14.0 MB]
PDF-Dokument [16.9 MB]












Den BGE Quatsch mit - 500 Metern zwischen oder bei den Grundwasserleitern können Sie vergessen !
Asse, Morsleben und Konrad haben grosse Wasserzutritte - eine neue, viel bessere Bauweise muss her
Im DBHD 3.0.3 helfen wir den mit Blei vergossenen Castoren DURCH das Salz auf 8.500 m zu sinken.
Maximale Distanz zu den Grundwasserleitern - Gas-Dichter Verschluss - und nur minimale Baukosten
Laden Sie die beiden .pdf - investieren Sie Minuten und Stunden die Pläne für das Zugangs-Bauwerk
im Acrobat Reader zu sehen, zu lesen und zu verstehen. - Als Anwohner wollen Sie ein DBHD 3.0.3
 Bild Link zur KRAFOTEC Website
Bild Link zur KRAFOTEC Website

PDF-Dokument [1.2 MB]
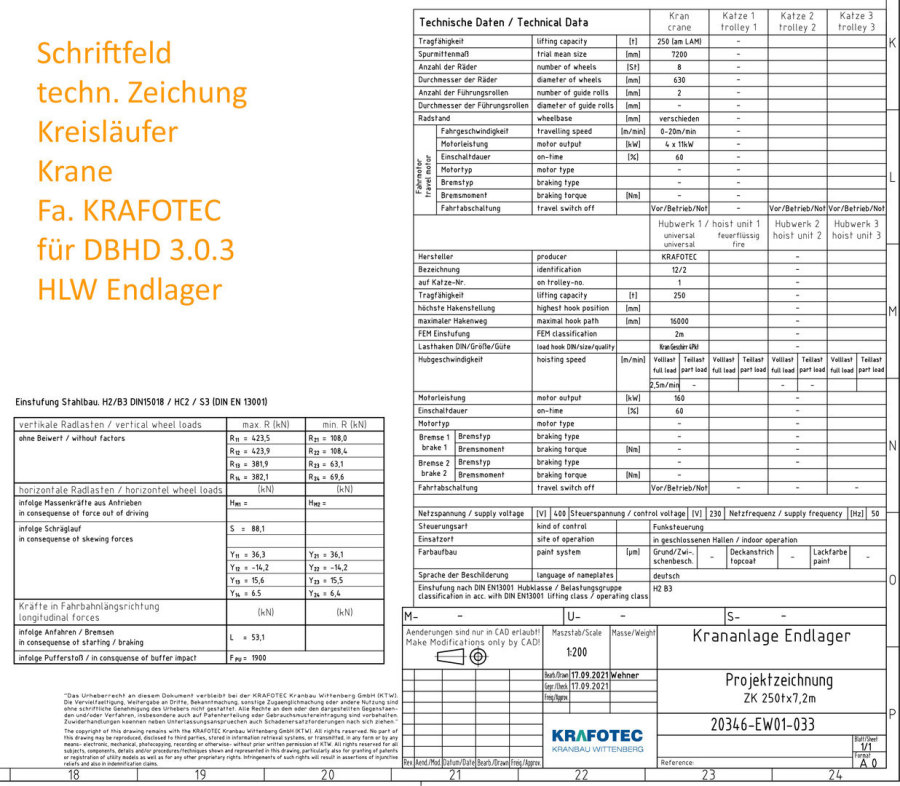
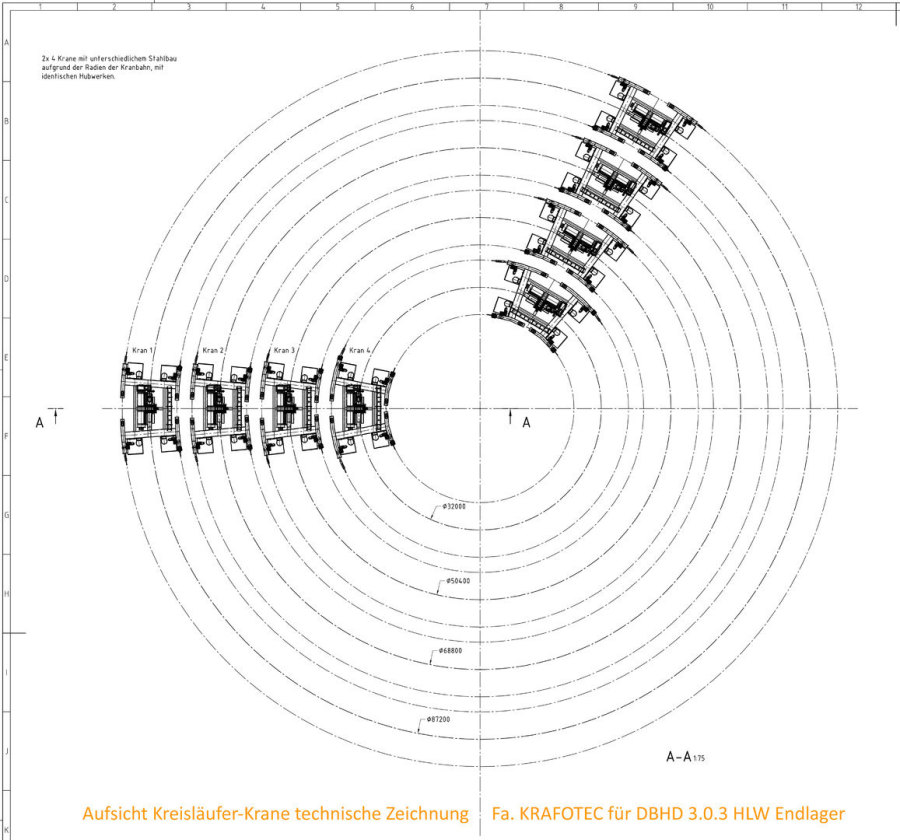
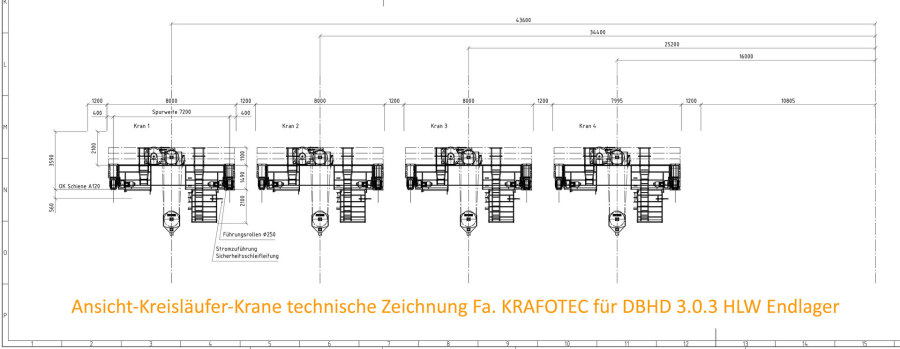
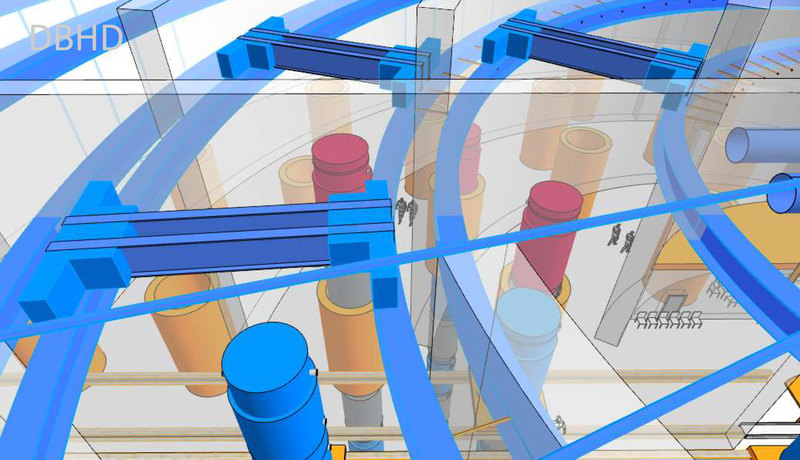
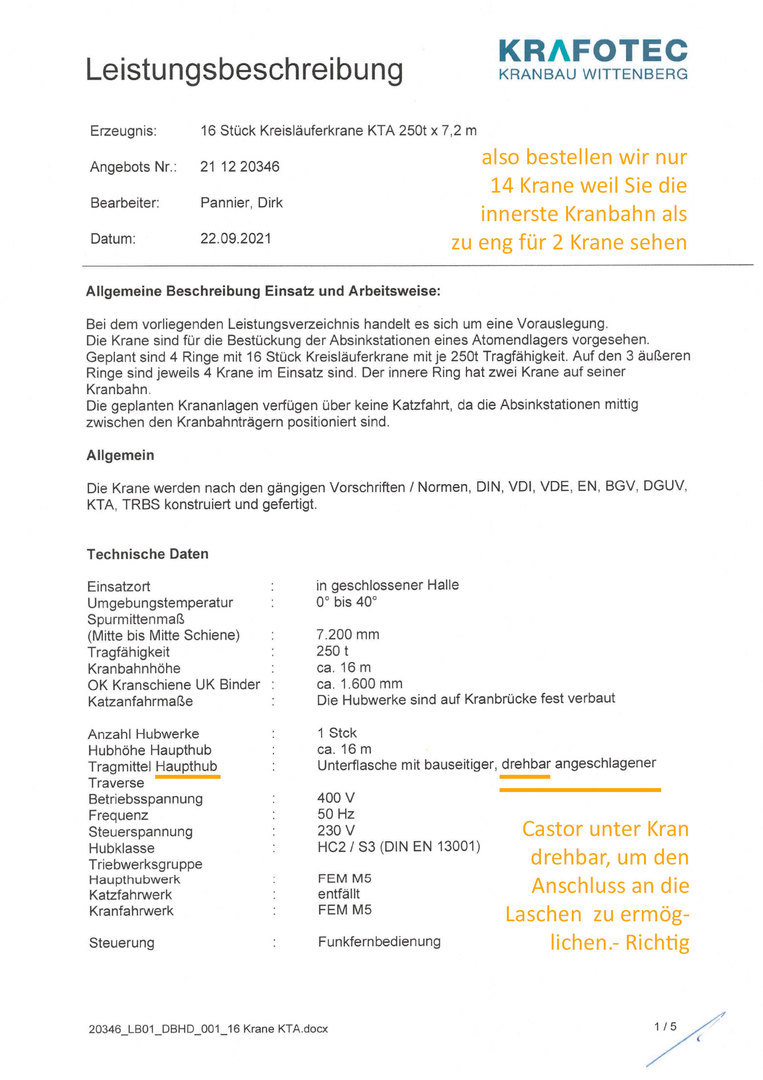
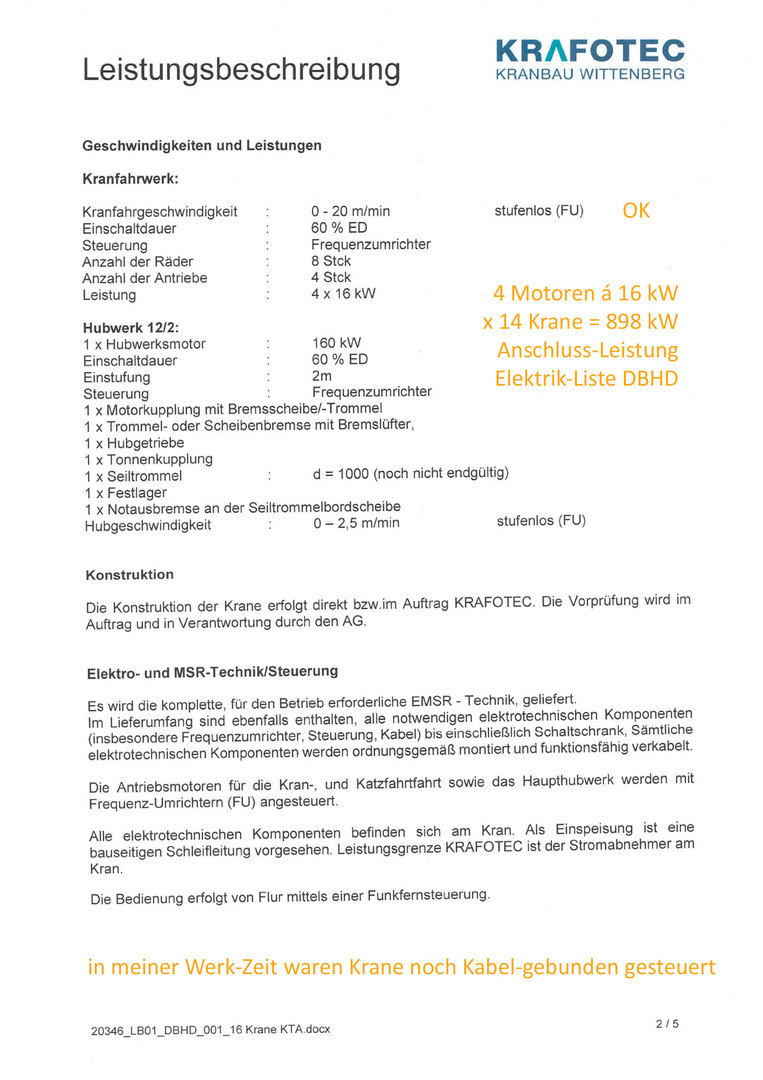
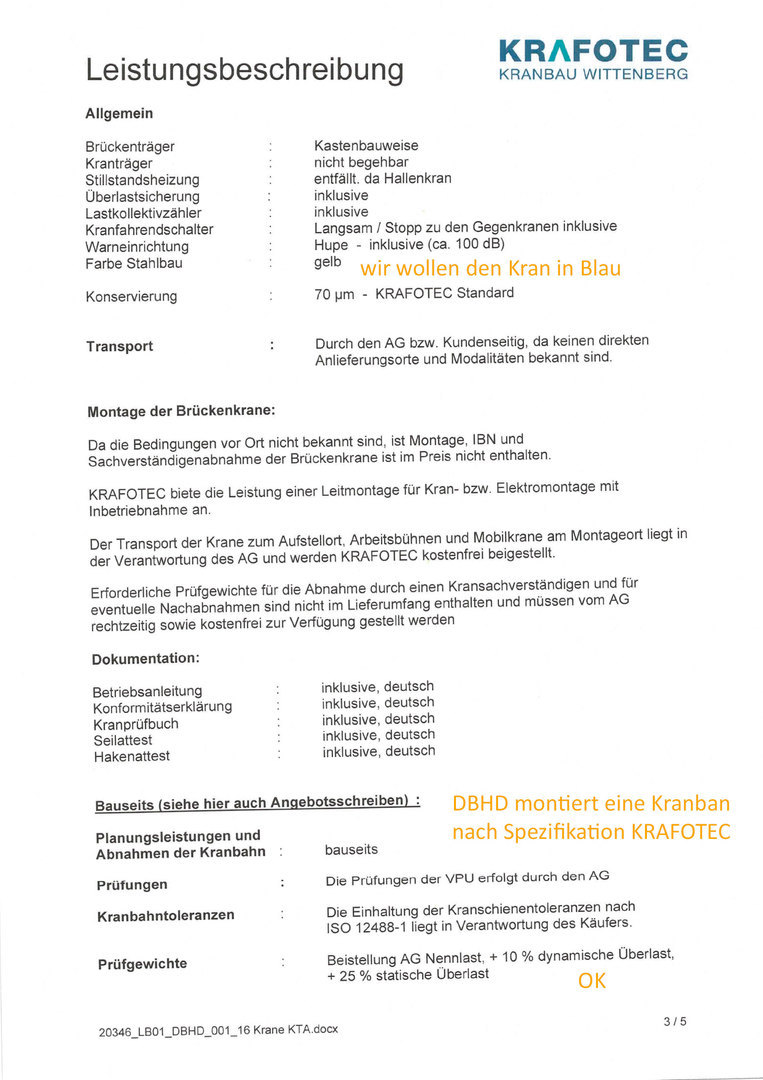
Wir wollen eine solide, robuste Krananlage mit Reserven.
Sie erhalten die notwendigen Mittel für die Entwicklung
Wir wollen KEINEN Pflegefall mit 12 Monaten Garantie !
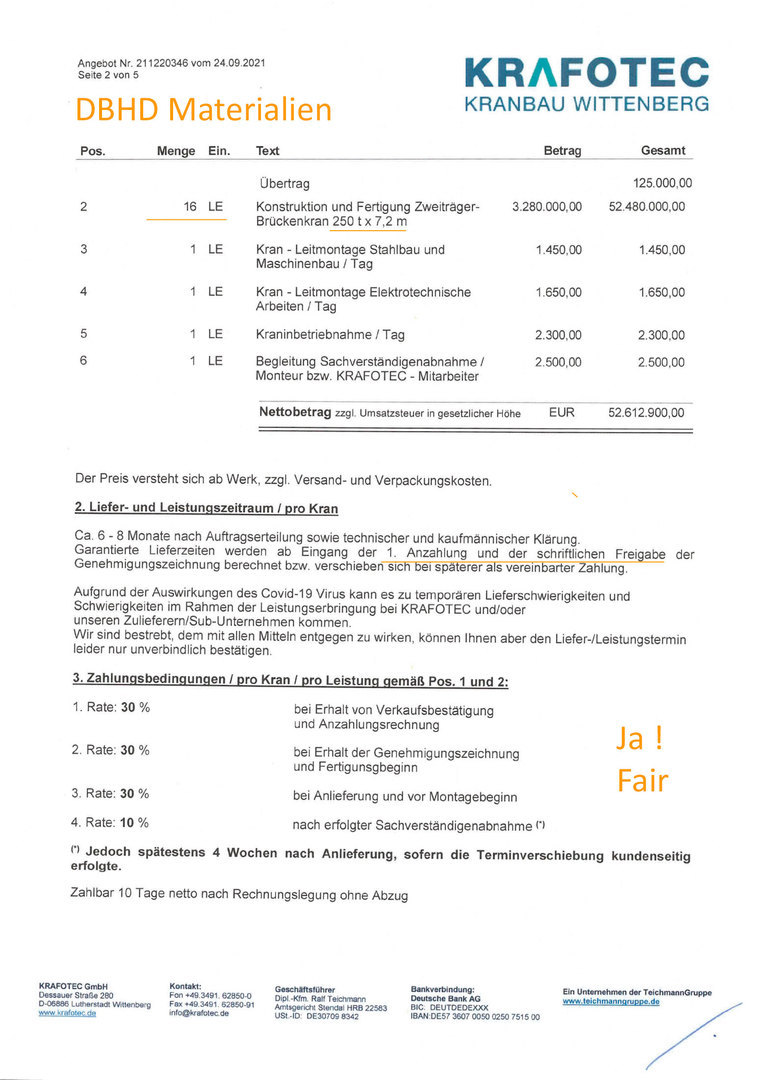
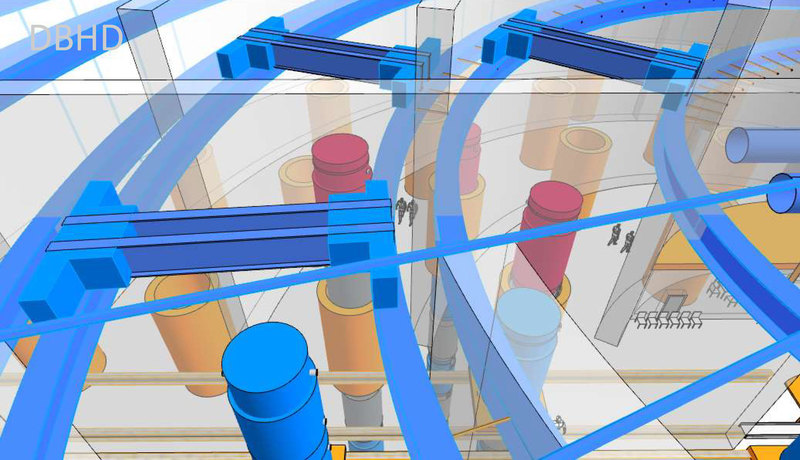
Dem Leser möchte ich sagen, dass wir "16 Stück Krane"
kaufen - wenn Einer ausfällt, ist ein zweiter Kran auf
der gleichen Kreisbahn verfügbar. - Endlager ist immer
redundant aufgebaut. SICHERHEIT, unser Einziges Ziel.
MfG - Ing. Goebel





https://www.youtube.com/watch?v=doHRkRzac9M
Planverfasser spricht - BMU Veranstaltung Berlin



JPG-Datei [592.8 KB]
PDF-Dokument [427.1 KB]
PDF-Dokument [16.5 MB]
Inhaltlich geht es natürlich um die Super-Welt-Geologie bei Beverstedt
Die Stadt Beverstedt wird so weit wie nur möglich geschont werden !
Es macht keinen Sinn über die 50 jährige konzeptionelle Unfähigkeit der Institutionen zu berichten.
Wir kommen nur voran, indem wir die neue Gross-Loch-Bohrtechnik von Fa. Herrenknecht - und die
Möglichkeit einer wassergekühlten Schacht-Baustelle diskutieren. Die DBHD Methode die schweren
"Blei-Castoren" durch das warme viskose Steinsalz nach unten auf 8.500 meter durchsinken zu lassen.
Wir brauchen ein lernendes Verfahren. Die ewige elegische Dummheit der Gestrigen ist uninteressant.
Wir brauchen eine andere Bauweise für Endlager - Asse, Morsleben und Konrad ertrinken im Wasser.

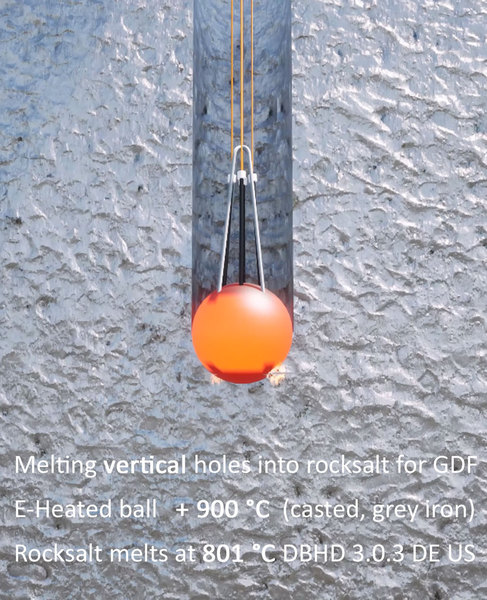
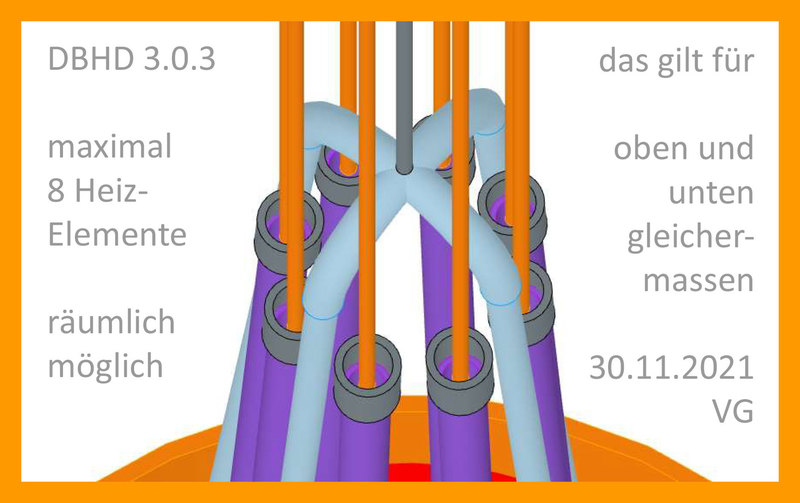
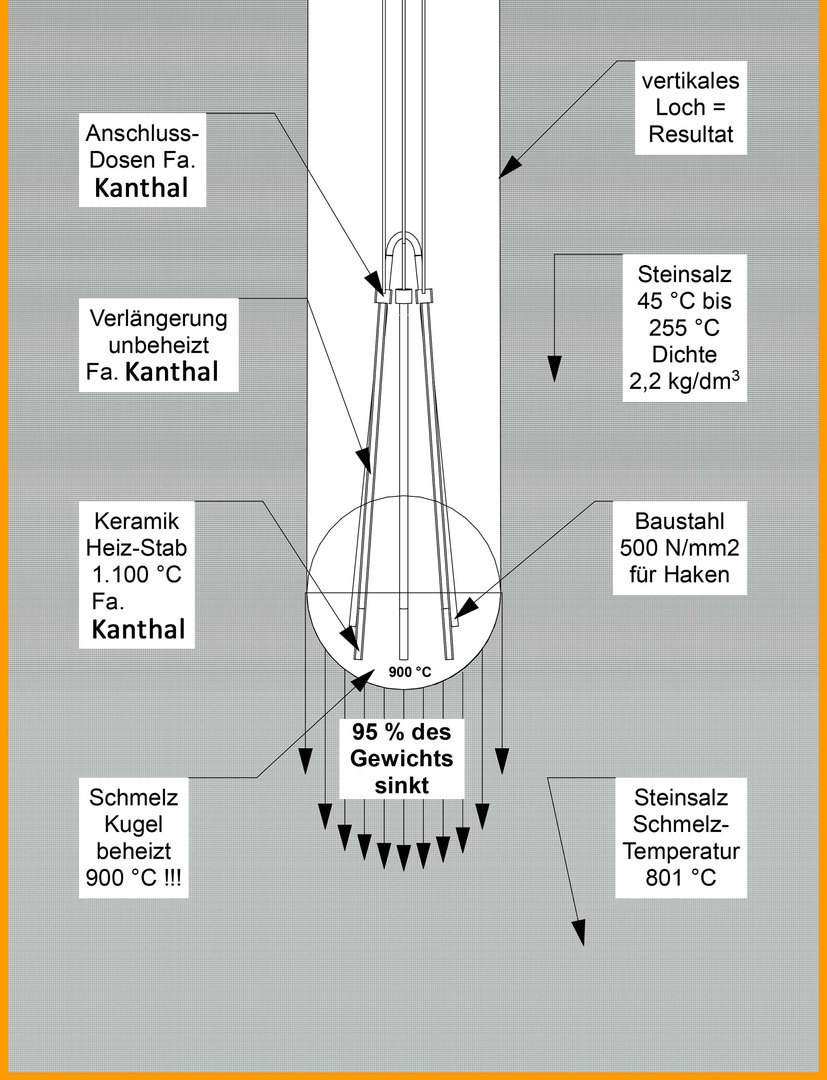
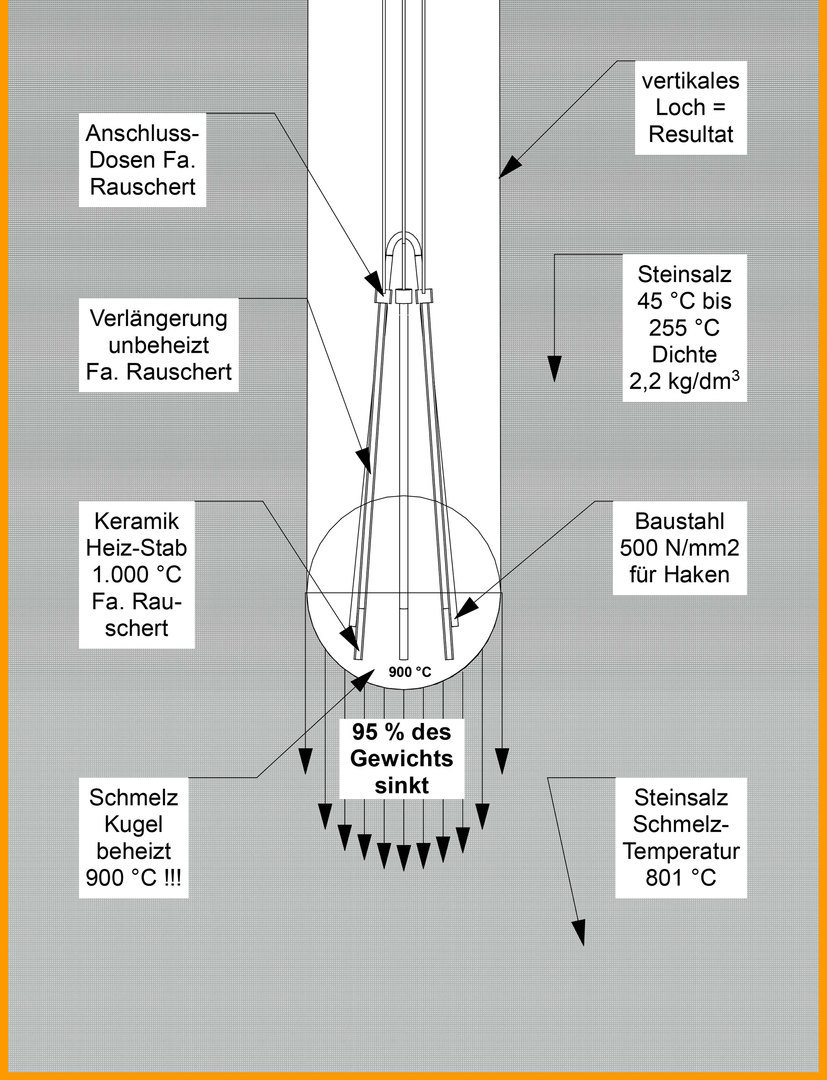
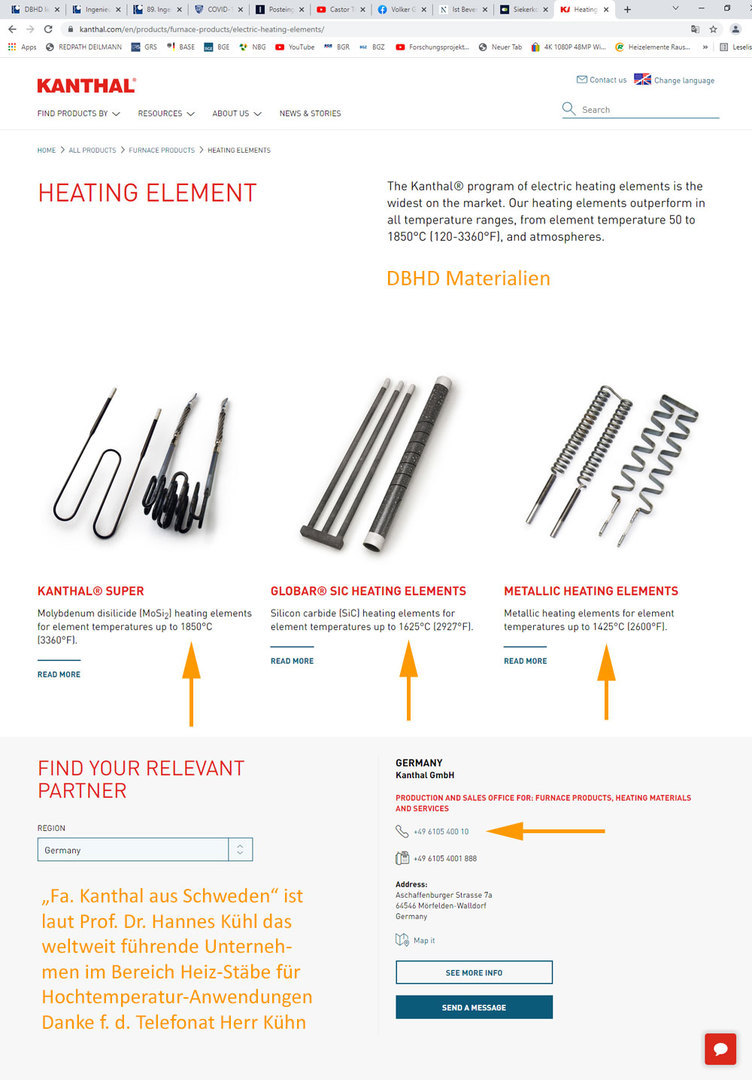
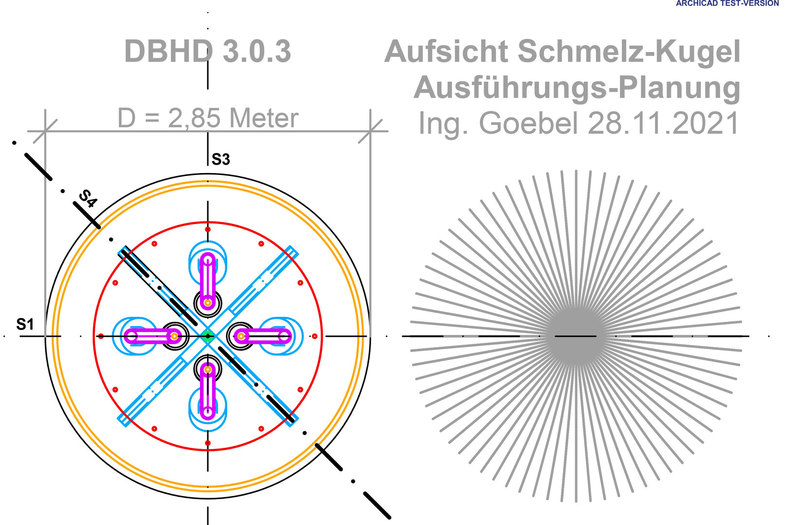
Was Sie da sehen, ist ein "keramisches Heiz-Element"
Keramische Heiz-Elemente leisten 1.000 °C und mehr
Steinsalz schmilzt bei 801 °C - Absink-Endlager 3.0.3

Wir schmelzen die Endlager-Gebinde durch das Salz bis runter auf -8.500 Meter !!!
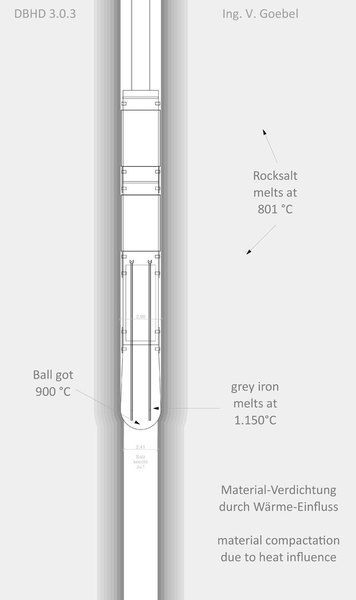
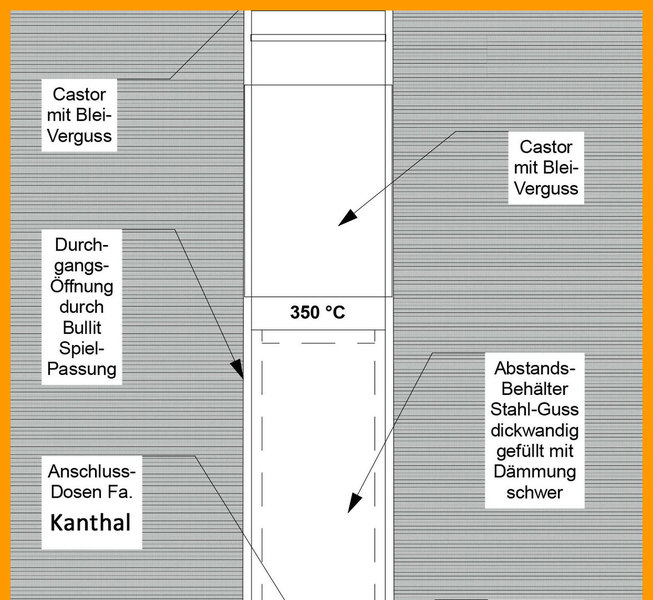
Damit sind die Blei-Behälter raus - Jetzt brauchen wir "Abstands-Behälter" um die
mit Blei vergossenen Castoren (max. 370 °C) gegen die 900 °C der Eindring-Spitze
zu isolieren ! - Endlager-Planung - immer wieder neue Herausforderungen !!! - VG

PDF-Dokument [426.7 KB]
Das Grubenwasserkonzept der RAG- Gefährl[...]
PDF-Dokument [8.7 MB]


 ever since there has been ghosts within the machines - (I-Robot)
ever since there has been ghosts within the machines - (I-Robot)
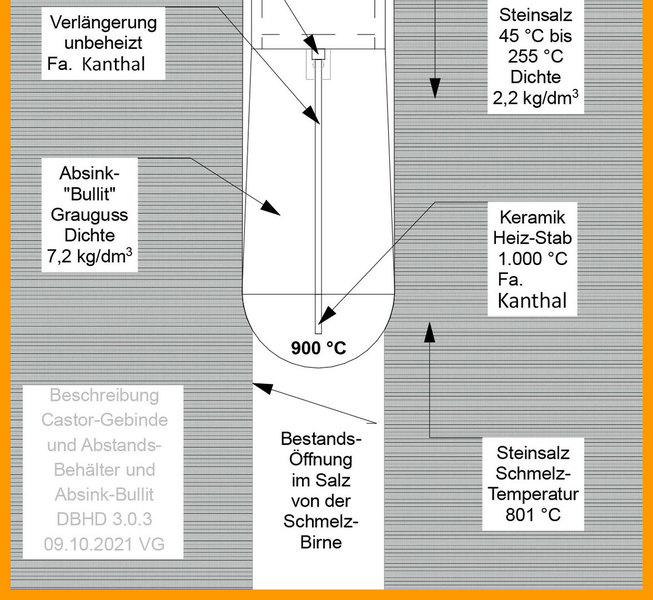
So - jetzt haben wir Pläne für einen elektrischen, heissen Absink-Tropfen - eine "Schmelz-Birne"
Nehmen wir mal an das die Schmelz-Birne mit 50 cm / Stunde ein "vertikal gerades Loch" macht
7.000 Meter = 70.000 Decimeter = 700.000 Centimeter
700.000 Centimeter : 50 cm / Stunde = 14.000 Stunden
14.000 Stunden : 24 h / Tag = 584 Tage
584 Tage : 365 Tage = 1,6 Jahre = 19,2 Monate
Nach 1,6 Jahren haben wir die 52 Löcher á 7.000 Meter ins Steinsalz geschmolzen.
Erst dann können die 2.047 Castoren in 156 Ketten á 13 Castoren gestartet werden.


JPG-Datei [673.6 KB]

Die 13 Castoren-Kette auf dem "Absink-Bullit" sinken nun durch ein bestehendes vertikales
Loch, dass aber schon wieder ein wenig zu-geschrupft ist, weil warmes Steinsalz "kriecht"
Nehmen wir mal an das Gebinde sinkt mit 2 Metern pro Stunde durch das fast offene Loch.
7.000 Meter = 70.000 Decimeter = 700.000 Centimeter
700.000 Centimeter : 200 cm / Stunde = 3.500 Stunden
3.500 Stunden : 24 h / Tag = 146 Tage
146 Tage : 365 Tage = 0,4 Jahre = 4,8 Monate
für die ersten 52 Gebinde-Ketten
0,4 Jahre x 3 Gebinde-Ketten = 1,2 Jahre
JPG-Datei [265.4 KB]
Absink-Kugel DBHD 3.0.3.txt
Text-Dokument [443.4 KB]

Die Verwendung eines heissen Absink-Tropfens, der ein vertikal-gerades Loch durch das Steinsalz
schmilzt setzt voraus, das man "strom-leitende Kabel oder Seile" hat, die nicht reissen wenn sie
7.000 Meter tief frei hängen. Die obige Berechnung im Bild zeigt das Stahlseil-Kabel das können.
fatzer-structural-steel-wire-ropes-plann[...]
PDF-Dokument [8.7 MB]


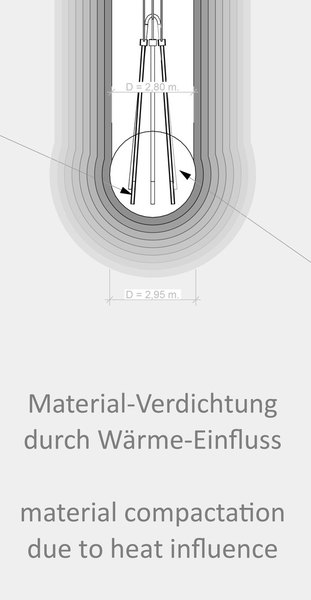
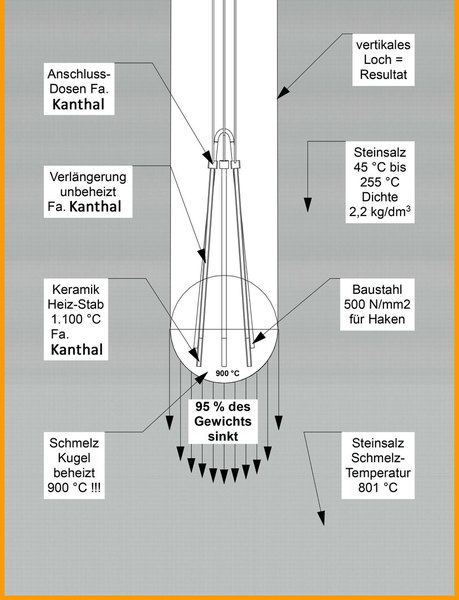
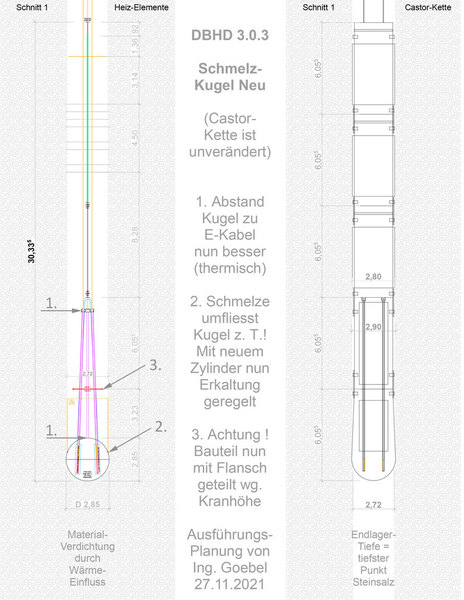
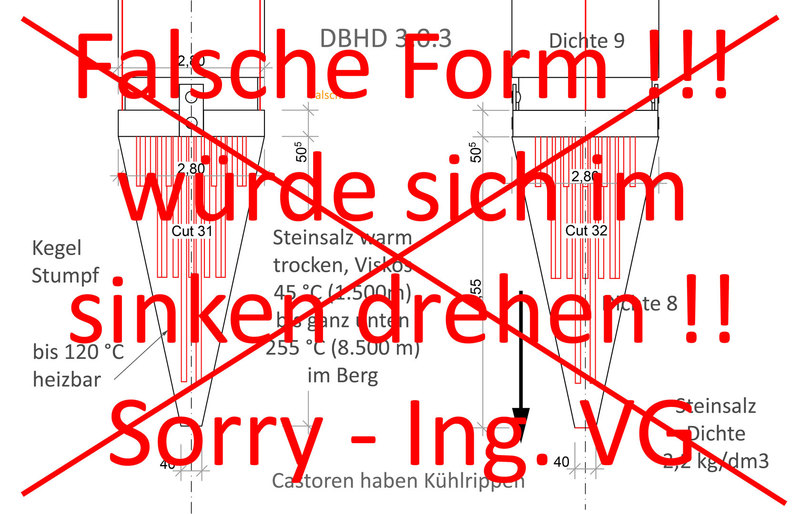
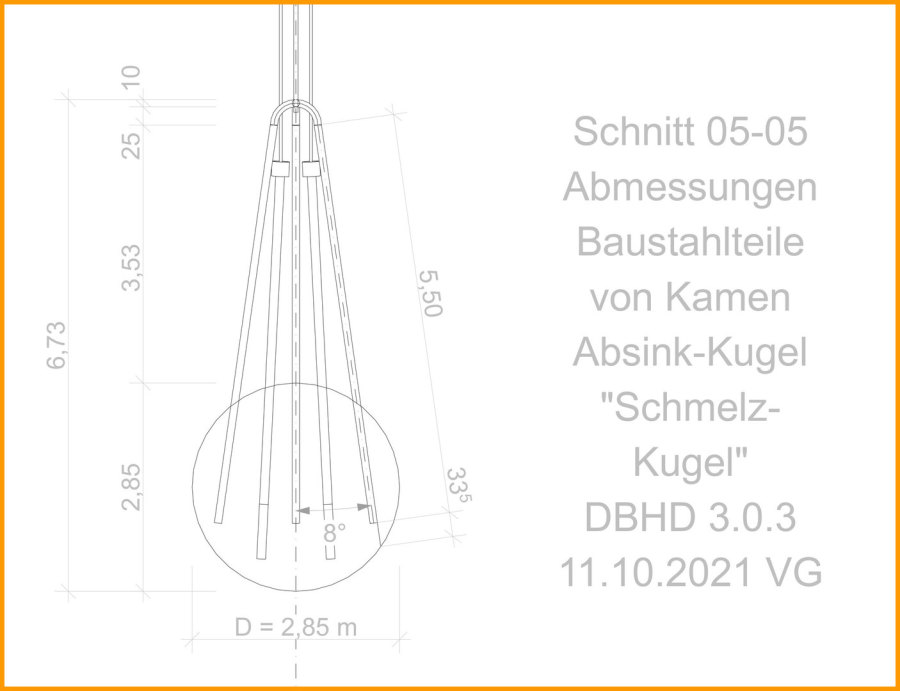
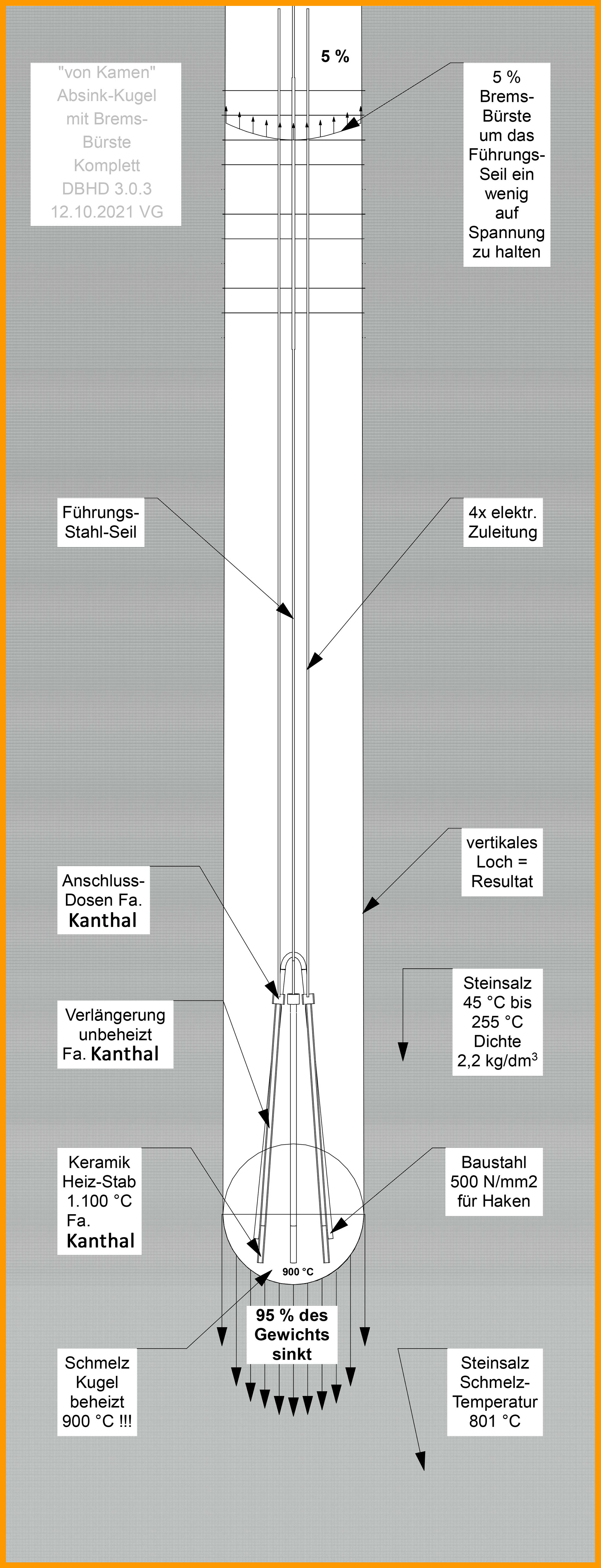
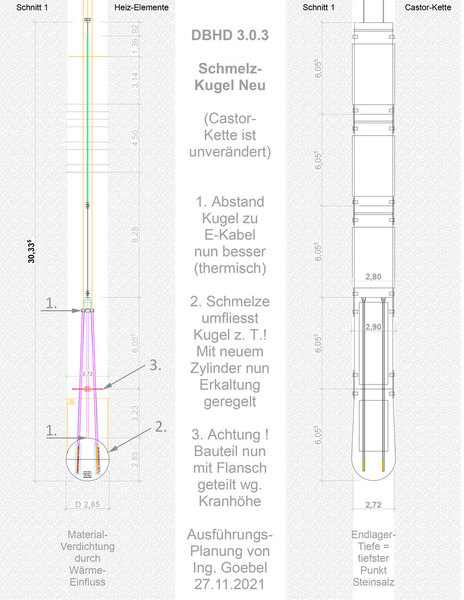
Der Guss-Technik Vertriebs-Ingenieur Herr von Kamen macht einen Korrektur-Vorschlag - Kugel-Form
- dadurch wird das entstehende Loch vertikal gerader. und das ist das, was wir wollen und brauchen
- damit ist eine thermische Entkoppelung von glühender Keramik-Spitze und Anschluss-Dose möglich
BRAVO - RESPEKT - als Mit-Erfinder wird Herr von Kamen bei Zeiten einen Anteil am Honorar haben !

JPG-Datei [2.6 MB]

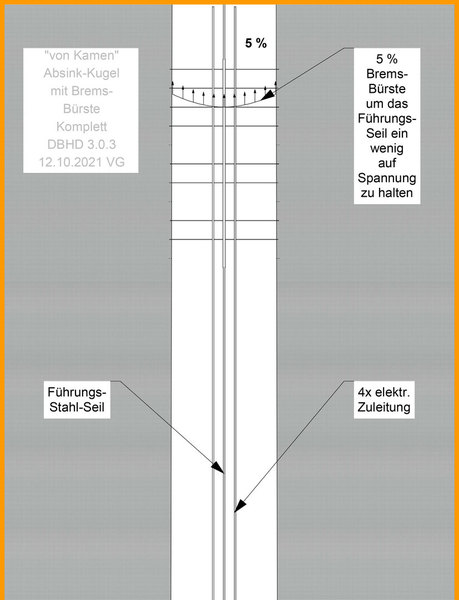
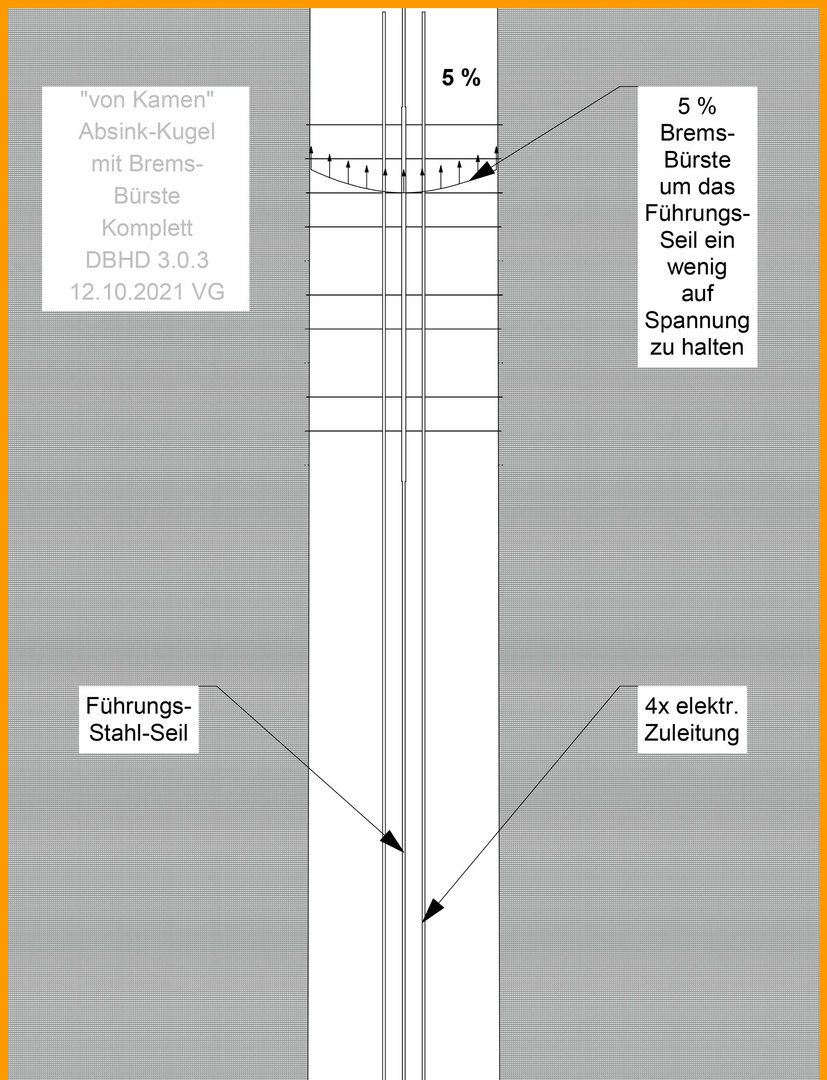
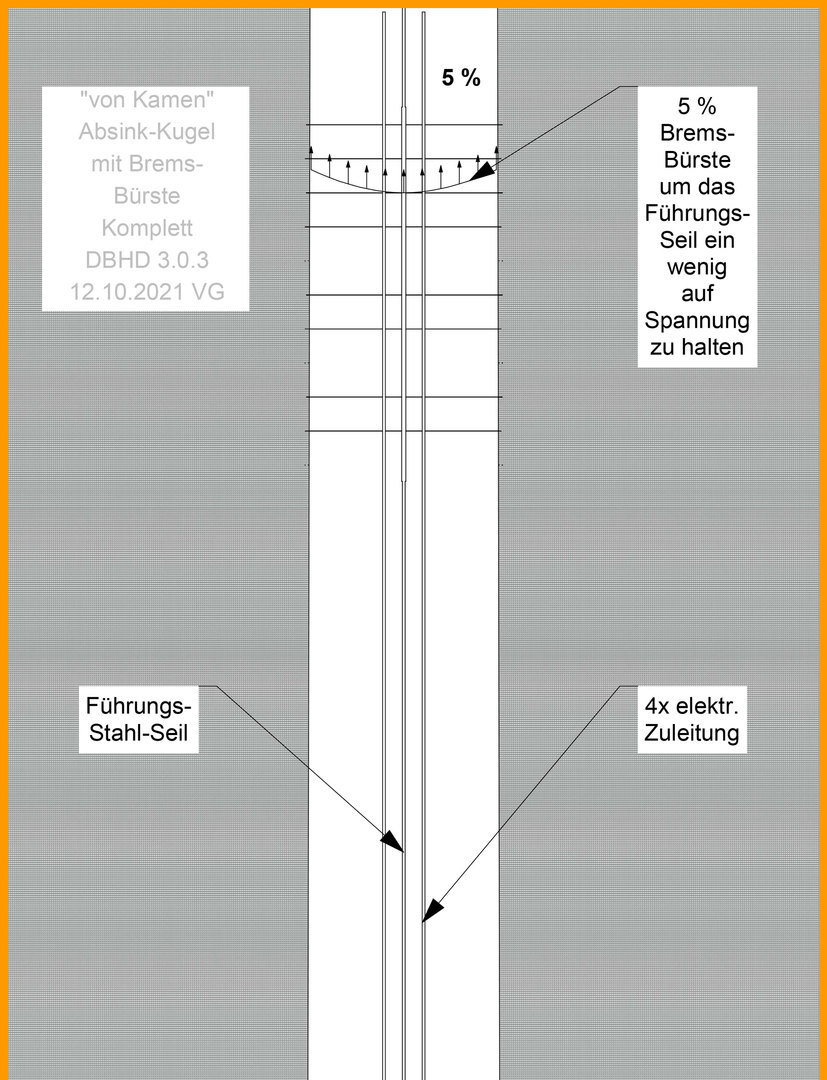
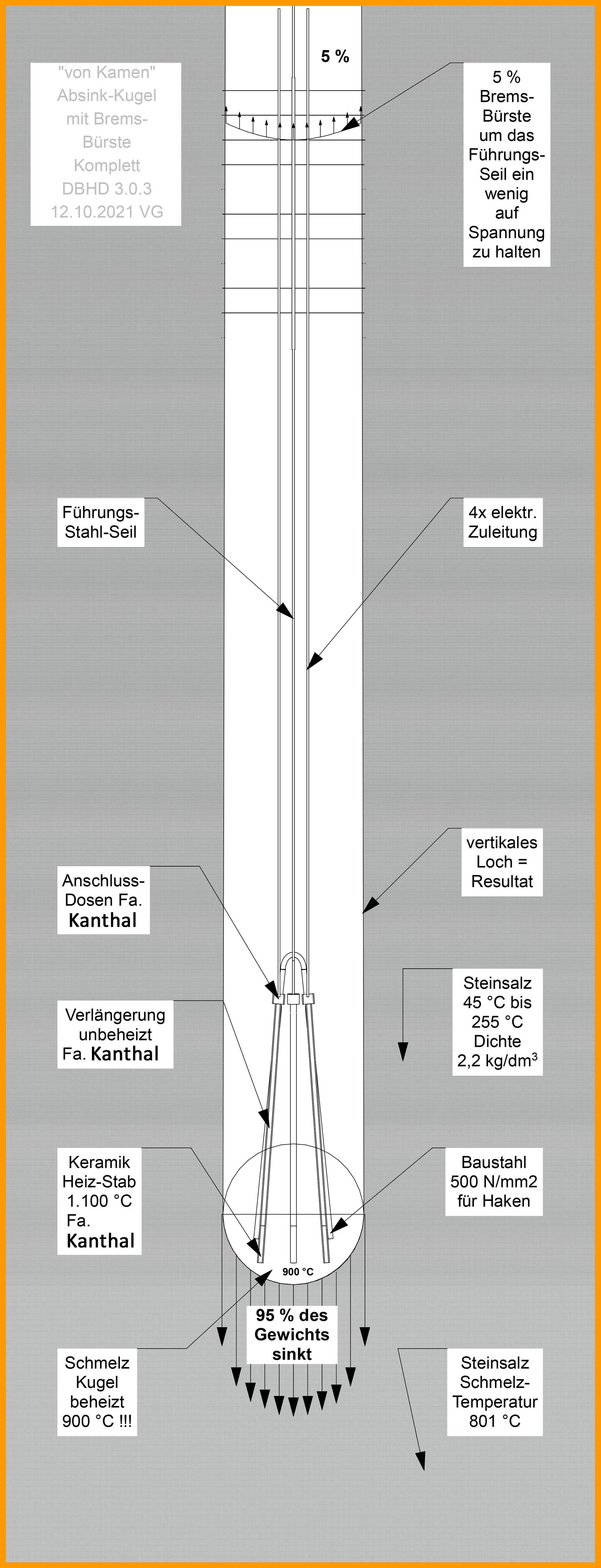
Der Teufel steckt ja bekanntlich im Detail - letzte Überarbeitung des "Absink-Sets" :
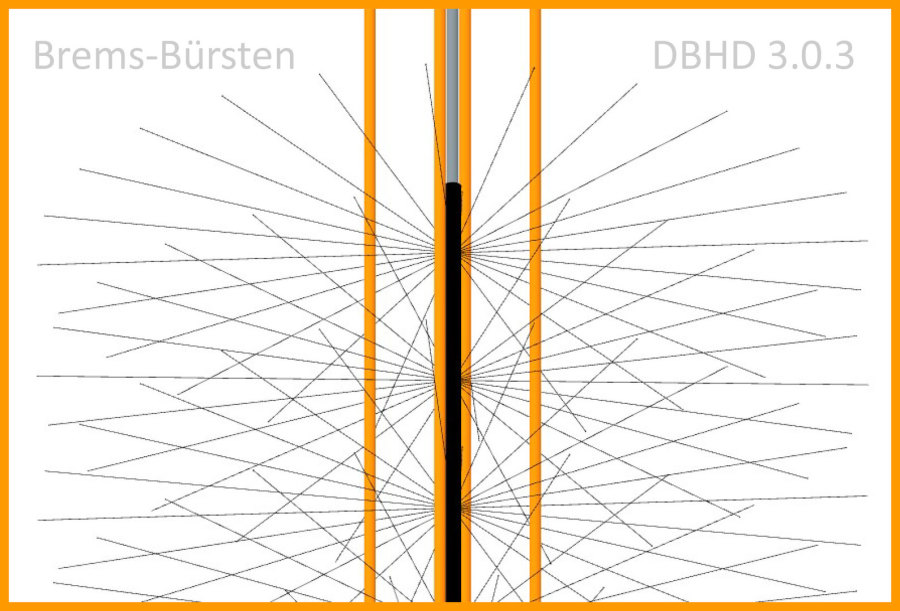
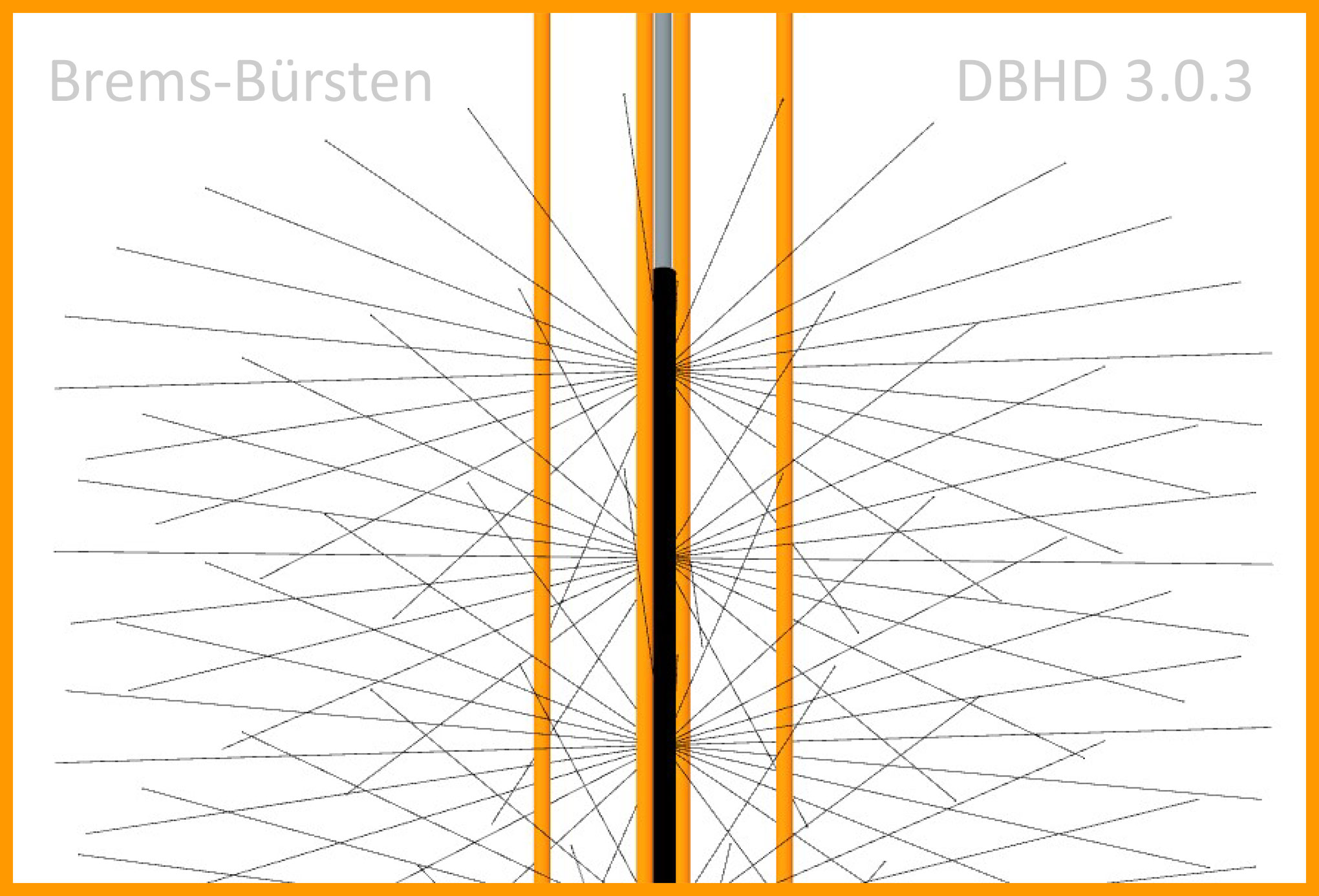
- über der Schmelz-Kugel ist jetzt ein Brems-Besen montiert. 95 % der Gewichts-Kraft
strebt nach unten und erzeugt die Öffnung - ABER, der Besen bremst mit 5 % um das
nur noch sehr kurze Führungs-Seil ein wenig straff zu halten - vertikal gerades Loch !
- die 2 Anschluss-Dosen für die Heizstäbe wurden oben in den Abstands-Behälter ver-
legt, um aus der Hoch-Temperatur-Zone heraus zu kommen - bedeutet aber, dass
Fa. Rauschert eine Verbindung an der Stelle Abstands-Behälter zu Absink-Bullit
machen muss.
- Um die Elektro-Leitungen aus der Fuge zwischen Steinsalz-Wandung und Castor her-
auszubekommen werden Rillen in die Kühlrippen des Castors gefräst um dort Leer-
rohre anzuschweissen - nun berührt der Castor als Erster die Steinsalz-Wandung und
die elektrischen Leitungen können nicht mehr schaben oder abreissen.
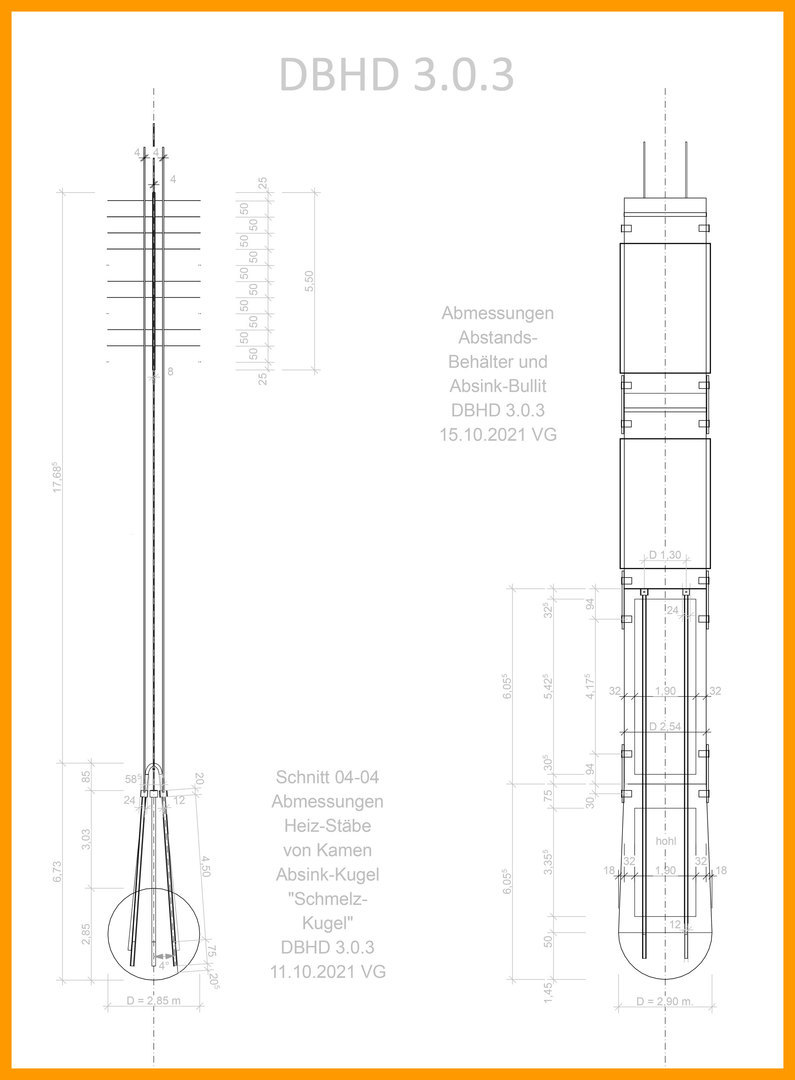
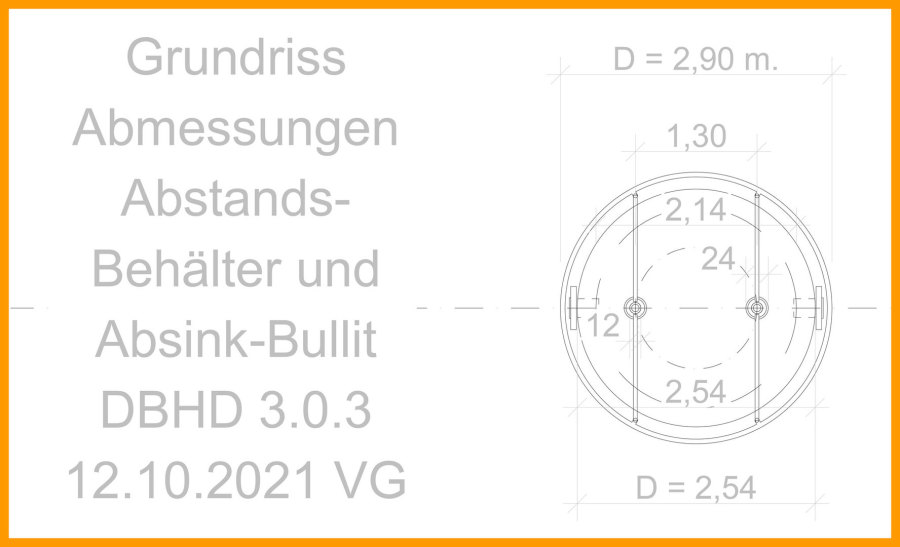
Diese 3 Konstruktions-Änderungen sind in den folgenden techn. Skizzen dokumentiert :


JPG-Datei [392.7 KB]
JPG-Datei [344.4 KB]
JPG-Datei [2.6 MB]
Schnitt_04_Kugel-Bürsten-Bullit-Abstands[...]
PDF-Dokument [116.0 KB]
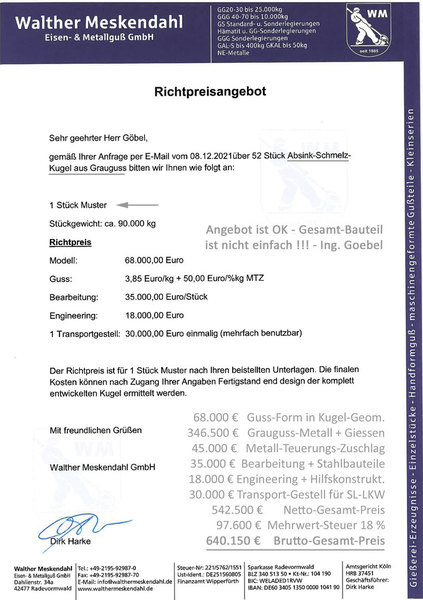
Anfrage-Text für Bauteile aus Grauguss
Sehr geehrte Giesserei-Unternehmen,
Für das DBHD 3.0.3 Endlager mit Standort in Nord-Deutschland fragen wir folgende Grauguss-Bauteile an :
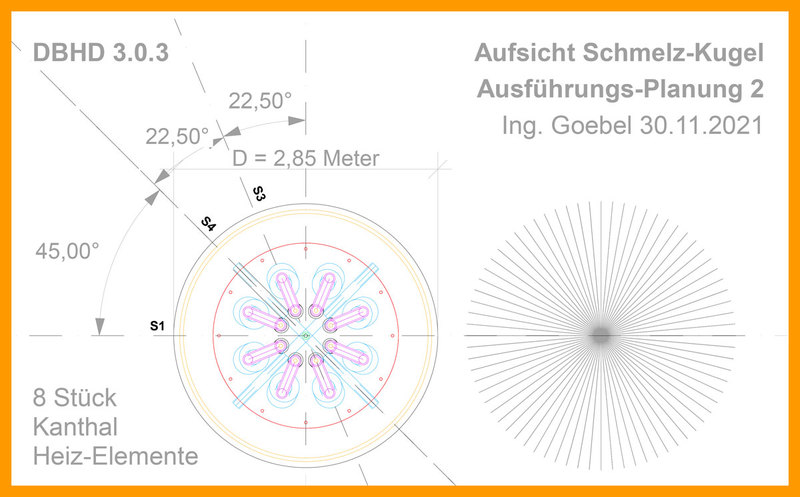
- 52 Absink-Schmelz-Kugeln - mit Öffnungen für Heizstäbe - mit Kran-Öse - siehe techn. Zeichnungen
- 156 Abstands-Behälter mit Schraub-Deckel - mit Öffnungen für Heizstäbe - siehe techn. Zeichnungen
- 156 Absink-Schmelz-Bullits - mit Schraub-Deckel - mit Öffnungen für Heizstäbe - s. techn. Zeichnungen
Trotz Industrie-Meister-Metall und Dipl.-Ing. habe ich erstmalig mit Gussteilen aus Grauguss zu tun, und
bin Ihnen für Hinweise dankbar die eine Fertigung ermöglichen. Zeichnungs-Änderungen vorschlagen OK.
Bitte beachten sie das es Trag-Zapfen braucht, um die Bauteile zu kranen und zu Ketten zu verschrauben.
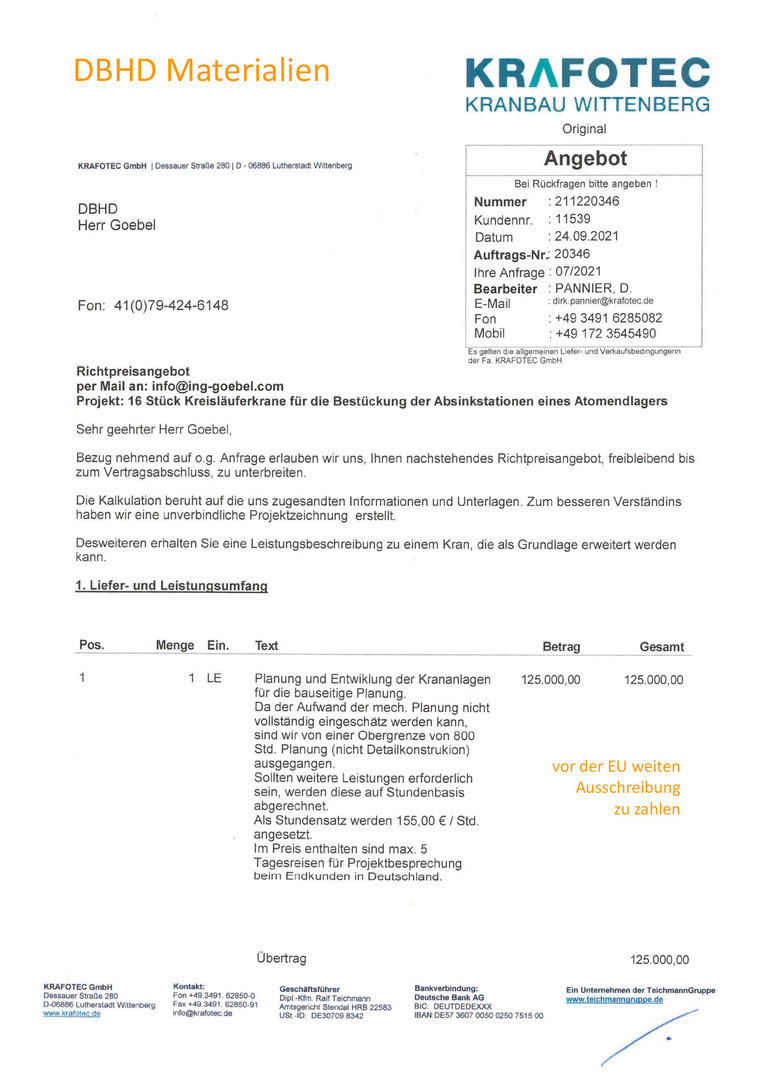
Sie können die notwendigen Entwicklungs-Kosten für diese Sonder-Bauteile in Klein-Serie im Angebot
separat als erste Position ausweisen. Die Bestellung dieser Position erfolgt VOR der EU Ausschreibung.
Jeweils 2 Bauteile vorab - zum 1x zum Prüfen (BAM) und 1x Insitu-Test im Bergwerk auch vor EU Auss.
Wichtig ist das die Stelle wo die Heizstäbe heizen thermisch von der elekrtrischen Anschluss-Dose ge-
trennt sind. - Kugel und Bullit werden 900 °C heiss - mit glasfaser isolierte elektrische Leitungen sind
nur bis 400 °C belastbar und die Castoren sind mit Blei ausgegossen das bei 370 °C schmilzt. Achtung.
Budget-Preise zum Stand 2021 - Lieferung ab Werk in Transport-Gestellen für DB/LKW Kran-Verladung.
Alle Masse, insbesondere Öffnungen mit Plus-Toleranz. Abstimmung Mass-Toleranzen vor Kauf-Vertrag.
Wir haben keine besonderen Ansprüche an die Oberflächen. Roh-Guss-Oberflächen erfüllen den Zweck.
Wer in dieser ersten Phase 1 seriöses, mutiges Budget-Angebot stellt, nimmt an der Ausschreibung teil.
Wir wollen dafür keine Doktor-Arbeiten schreiben sondern - wir sind als Anfragende eher unkompliziert.
Die DBHD Technologie ist bereits auch für andere Länder mit HLW und Steinsalz von grossem Interesse.
Rückfragen an info@ing-goebel.com - T 0041 79 424 61 48 - Mit freundlichen Grüssen - Dipl.-Ing. Goebel
PDF-Dokument [114.6 KB]


JPG-Datei [259.5 KB]


JPG-Datei [198.6 KB]
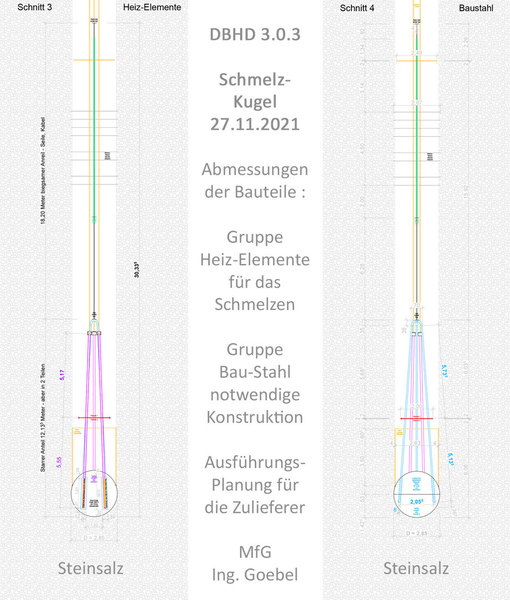
Es wird eine Zeit lang dauern bis die Angebote für die Einzel-Bauteile der Absink-Sets vorliegen :
- Absink-Kugel - mit Anschlag-Möglichkeit für Kran und Führungsseil - mit Öffnungen für Heiz-Elemente
- Keramische 1.000 °C Heiz-Elemente in den Längen nach technischer Zeichnung - mit Anschluss Dosen
- Brems-Besen - mit Überwurf-Hüllrohr und angeschweissten Stäben - Baustahl oder sogar Feder-Stahl
- Angebot für das Nuten-Fräsen, quer in die Kühlrippen der Castoren - die Nuten sind nicht sehr tief
- Abstands-Behälter aus Stahl mit Schraubdeckel - Füllung mit schwerer Wärme-Dämm Mineral Faser
- Absink-Bullit Grauguss Bauteil - sehr schwer- möglicherweise zu schwer ? - also etwas einkürzen ...
Die Deutschland AG hat ja sehr fähige Zuliefer-Technologie-Betriebe - aber auch die brauchen Zeit,
und es werden sicher einige Abstimmungen zwischen den Bauteilen zu finden sein. Dauer 2 Wochen
Nach diesen Vorarbeiten wird die Kalkulation für DBHD 3.0.3 Endlager final möglich sein. - Aber wir
können uns jetzt schon Gedanken machen, wie und wo die Ausrüstung getestet wird. Absink-Kugel.
Zur "Status-Konferenz Endlager" im November 2021 werden diese Informationen eingearbeitet sein.
Wünsche Ihnen Allen einen schönen und erfolgreichen Tag - Mit freundlichen Grüssen - Ing. Goebel
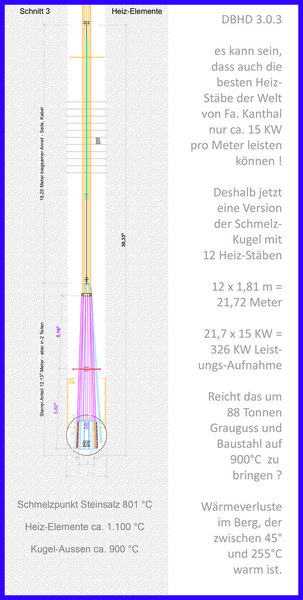
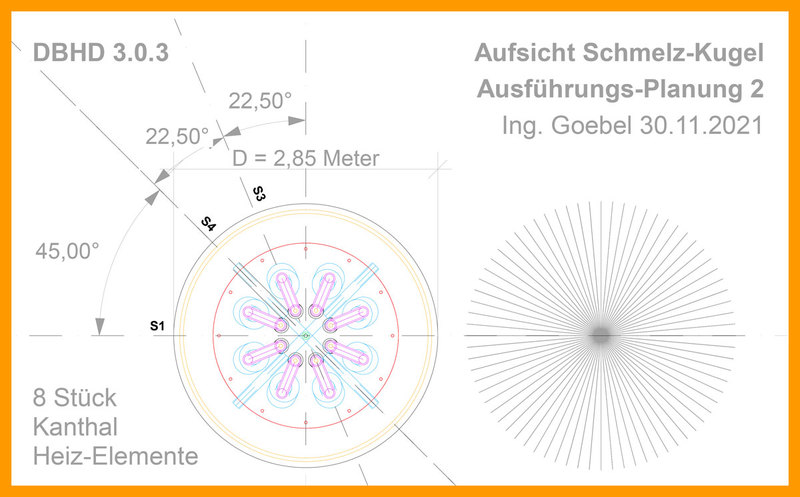
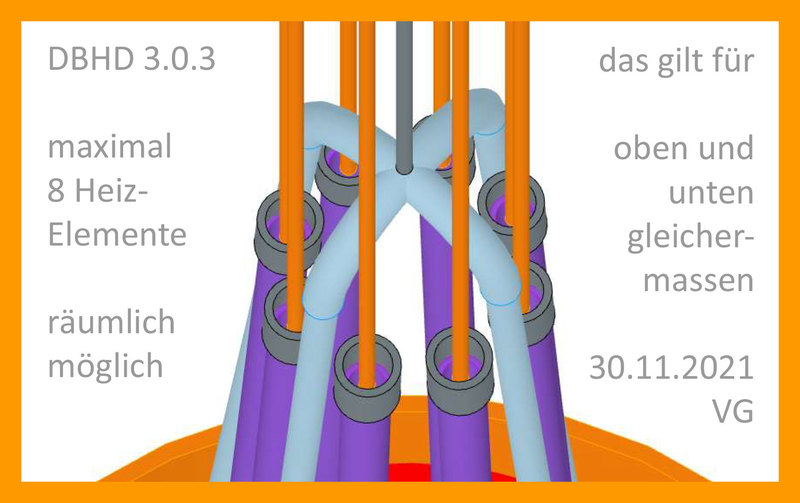
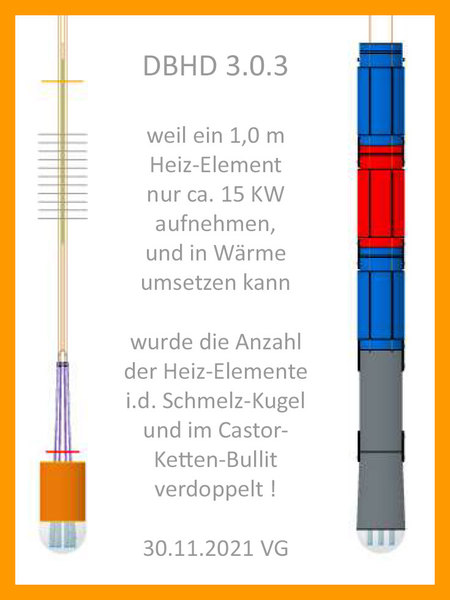
Die keramischen Heiz-Elemente von Fa. Rauschert sind leider zu klein um eine 88 Tonnen Kugel auf
900 °C zu bringen ! - Schade - Eine Recherche führte zu einem Telefonat mit Prof. Dr. Hannes Kühn,
Er nennt Fa. Kanthal aus Schweden - als den führenden Anbieter - von elektrischen Heiz-Elementen :
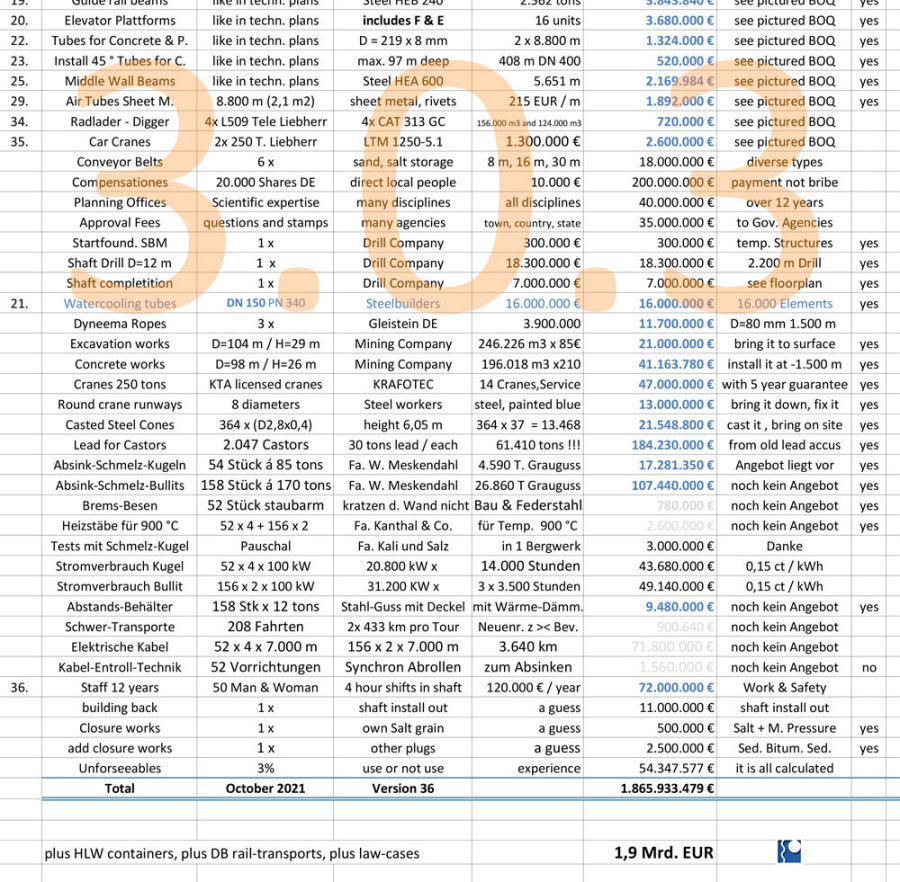
Vorläufige Stückliste zur Anfrage Hochtechmperatur-Heiz-Elemente für DBHD 3.0.3
Anfrage Heiz-Stäbe zum Stand der Entwurfs-Planung 12.10.2021 : (siehe t. Skizzen)
52 Sätze mit je 4 Heiz-Stäben - Länge 5,45 m - Durchmesser 0,1 m - 100 kW - 1.000 °C
156 Sätze mit je 2 Heiz-Stäben - Länge 6,05 m + 5,4 m - D = 0,1 m - 100 kW - 1.000 °C
mit Schraubfassung und Anschluss-Dose - nur die Spitzen 0,75 m und 1 m sind heizbar
jeweils 2 Satz als Test-Muster vorab - ab Werk - Entwicklungs-Kosten werden bezahlt.
Kalkulieren Sie eigene Werkstatt-Tests mit Glühzeiten von 100 Stunden und mehr ein.
Wir bitten um ein Komplett-Angebot von einer Werkstatt - Fa. Kanthal will eigentlich
nur die Glühdrähte verkaufen - Das Bauteil muss man selbst konzipieren und fertigen.
Wir wissen das es sich hier um eine Mindermenge besonders grosser Hoch-Temperatur
Stäbe handelt, die erst entwickelt werden müssen. - Die Preisstellung entspricht dem.
Wer von Ihnen ? stellt mutig ein Komplett-Angebot für die Heiz-Stäbe für DBHD 3.0.3
Rückfragen an : info@ing-goebel.com - Telefon 0041 79 424 61 48 - Dipl.-Ing. Goebel
Microsoft Excel-Dokument [45.9 KB]
PDF-Dokument [466.0 KB]






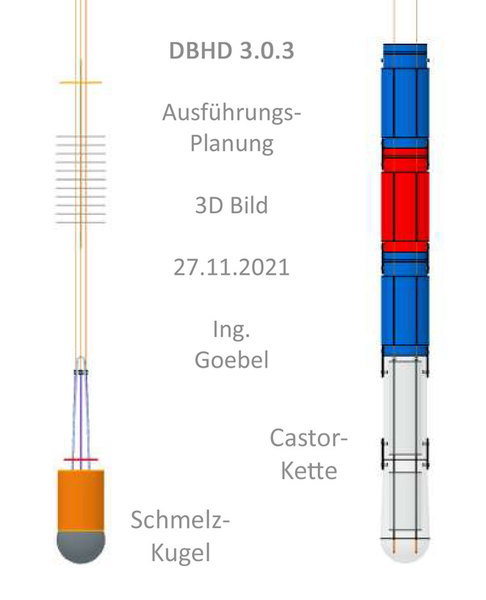
-8.500 Meter - Einlager-Tiefe im DBHD 3.0.3 DE
- die elektrische 900 °C Kugel schmilzt einen "vertikal gerades" Loch bis zum "Rotliegenden".
Die Guss-Kugel hängt an einem kurzen Stahlseil, an der oben ein Brems-Besen befestigt ist.
So kann die 85 T.-Kugel nur "vertikal" gerade sinken - eine Castor-Kette könnte das nicht ...
- das elekritsche 900 °C Guss-Bullit, über dem die Castoren zu einer Kette verschraubt sind,
schmilzt sich auf die Einlager-Tiefe -8.500 Meter runter. - Dort endet das Steinsalz und die
nächste Geologie - das "Rotliegende" mit einem doppel so hohem Schmelzpunkt beginnt ...
Schmelzpunkt Steinsalz 801 °C - Die Kunst kontrolliert bis nach ganz unten zu schmelzen !!!
Es ist nicht ganz einfach das in einer naturgemäss sehr langen Planungs-Zeichung .pdf zu zeigen.
https://drive.google.com/file/d/1IpFh4fwvJL5ttQCoU6hwvXDU2uQjJJOF/view?usp=sharing - Link für Download 3D Daten in .ifc Format (gezippt)
DBHD 3.0.3 GDF -8.500 Meter Endlager Tie[...]
PDF-Dokument [8.9 MB]
Volker Goebel / Dipl.-Ing. / Tel ++49 178 40 49 665 DE / info@ing-goebel.com / ingenieur.goebel@gmail.com